工房に消火器を備えないといけないと思い探しました。
想定は、レーザ加工中に材料が燃え出した時で、普通の消火器ならレーザ加工機がダメに成るので、CO2ガス消火器を探しました。
でも、2〜3万円と高くて買え無い。
で、車載用のこれを探してクリックしました。

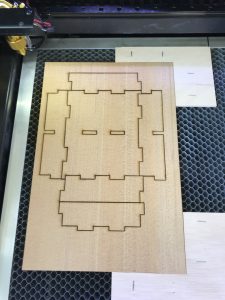
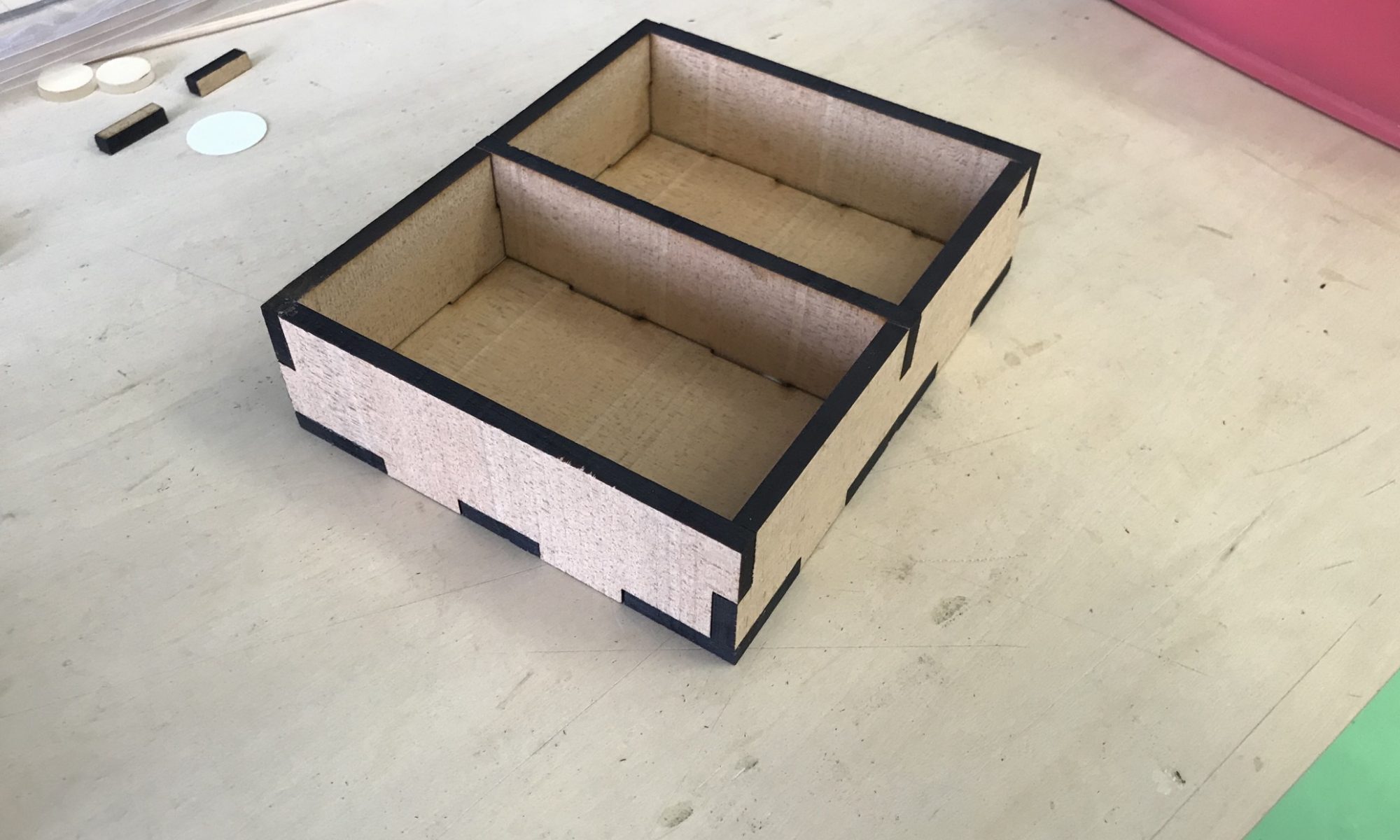
で、本日のレーザ加工なのですが、二連の名刺箱を作りました。

今日は、熱中小学校の日です。
熱中小学校到着後、Wordpressのデータベースをバックアップして、WordPress5.1にアップデートしました。
Oka Laser-LAB(オカ レーザ-ラボ)のブログ
工房に消火器を備えないといけないと思い探しました。
想定は、レーザ加工中に材料が燃え出した時で、普通の消火器ならレーザ加工機がダメに成るので、CO2ガス消火器を探しました。
でも、2〜3万円と高くて買え無い。
で、車載用のこれを探してクリックしました。
で、本日のレーザ加工なのですが、二連の名刺箱を作りました。
今日は、熱中小学校の日です。
熱中小学校到着後、Wordpressのデータベースをバックアップして、WordPress5.1にアップデートしました。
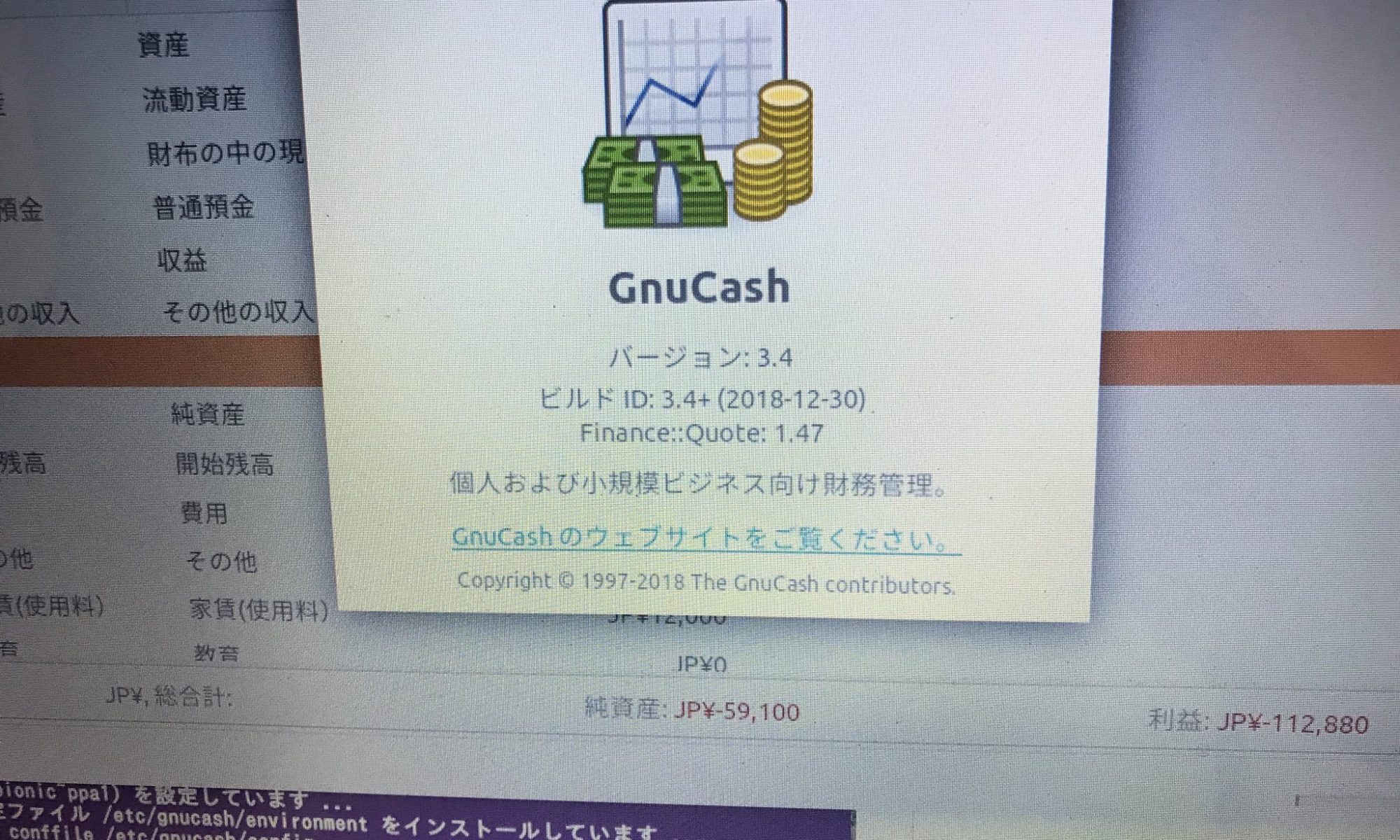
今日は、工房でGNUcashの勘定科目の設定をして1/1の現金の開始残高を設定して、1月、2月のお金の動きを入力しました。
GNUcashは、xmlの一般ファイルにデータを吐き出すのですが、DBも使える様なのでMySQLを立ち上げて使える様にして見ました。

UbuntsuにGNUcashを入れるとバージョン2.6が入ります。
データを入れてからDBに保存出来なくて、全くの初期からDBを使う様にして、勘定科目の設定を行いデータの入力をしました。
で最後保存するとファイル名を入れないとダメでした。
適当な所で切り上げ、近くのスピナッチに行きGNUcashの大先輩に聞きに行きました。
大先輩は、xmlの一般ファイルで処理されていました。
家に帰ってから、GNUcashの最新版にしたら良いかもと最新版にアップグレードしました。
最新版でDBに保存したらアプリが落ちてしまいました。
やっぱりxmlの一般ファイルで運用しないとダメかなぁ〜。
今日は、BeamBoxProでコースターの生産を行いました。

加工の様子を動画で撮影しましたが、SLCO2なら一筆書きの様に流れる様に加工されるのですが、かなり違いますね〜。
そして、塗装も行なっています。
乾燥棚が活躍しています。

今日は、先日のオーナメントをSLCO2でも加工してみました。

結局、判った事は、BeamBoxProの方が彫刻の線が細く描けると云う事ですね。
次に精度確認のコンテンツを加工してみました。
これは、P10 S50とP12 S50の2回上書きしました。
S50だとY軸のズレは、生じませんでした。
あと、色紙サイズの加工を行いました。
直接画像を読ませて加工したら非常に解像度が高い加工に成りました。
色紙サイズに切るのに彫刻した物が見え無かったのでマジックで枠をマークしました。

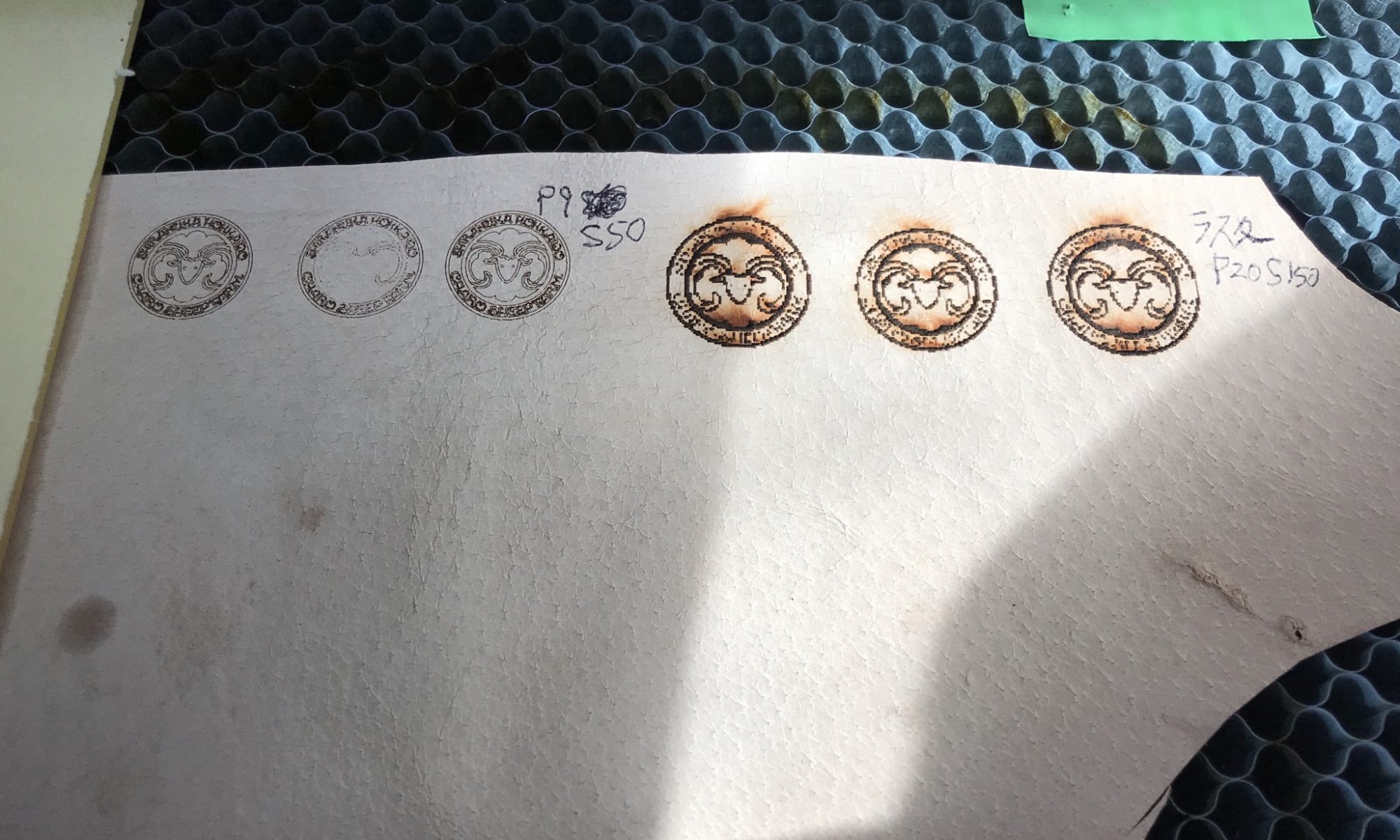
左側がベクターデータの加工でP9 S50で加工しました。
真ん中から加工したので羊の顔が薄いですね〜。
右側は、写真をラスター加工しました。
左からオリジナルの画像を5%,10%,25%に縮小した物をInkscape上で同じ大きさにしてラスター加工しました。

オーナメントとしてクオリティを保つには、ベクター加工で無いとダメですね〜。
で、BeamBoxProで本番加工を行いました。

革が浮いている部分は、薄く成ってしまいました。
材料の手前に焦点を合わせるべきでしたね。
オーナメントの加工は、SLCO2の方が良いかも知れません。

今日は、革に彫刻加工のテストを行いました。

一番下と一番上を本日加工しましたが、レーザ管の出力が立ち上がるのに時間が掛かるようです。
何方も右側から加工がスタートしたのですが、羊の顔が薄く成ってしまいました。
次に加工したのが、色紙に描かれた物をアクリル板に裏彫りしました。
1つは、吊り下げ用に、もう一つは、スタンド用に加工しました。
この孔を開けた断面を見たら非常に綺麗ですね〜。

BeamBoxProでコースターのテスト加工を行いました。
SLCO2は、40Wで移動速度は、F mm/分で、BeamBoxProは、50Wで移動速度は、S mm/秒で表します。
なので、S=F/48で計算したら良いやと思ったら、彫刻が弱いし切れません。
切れないから煙がかなり出ています。
そう云えば、焦点を合わせて無かった。板の底近くに成っていました。
それとSLCO2なら、一筆書きのように加工しますが、BeamBoxProは、全く違いますね〜。
仕方がないので、同じ材料で逆向きにして加工して見ました。
材料をスキャン出来るって、こう云う時便利ですね〜。

本日の工房の作業は、光軸調整からスタートしました。
先日BeamBoxProの弱点(特性?)を垣間見ました。
BeamBoxProのヘッドの動く速度は、仕様上0~300mm/sと非常に高速です。
でも、これは、X軸方向だけのようです。
Y軸方向は、もっと遥かに遅いようです。
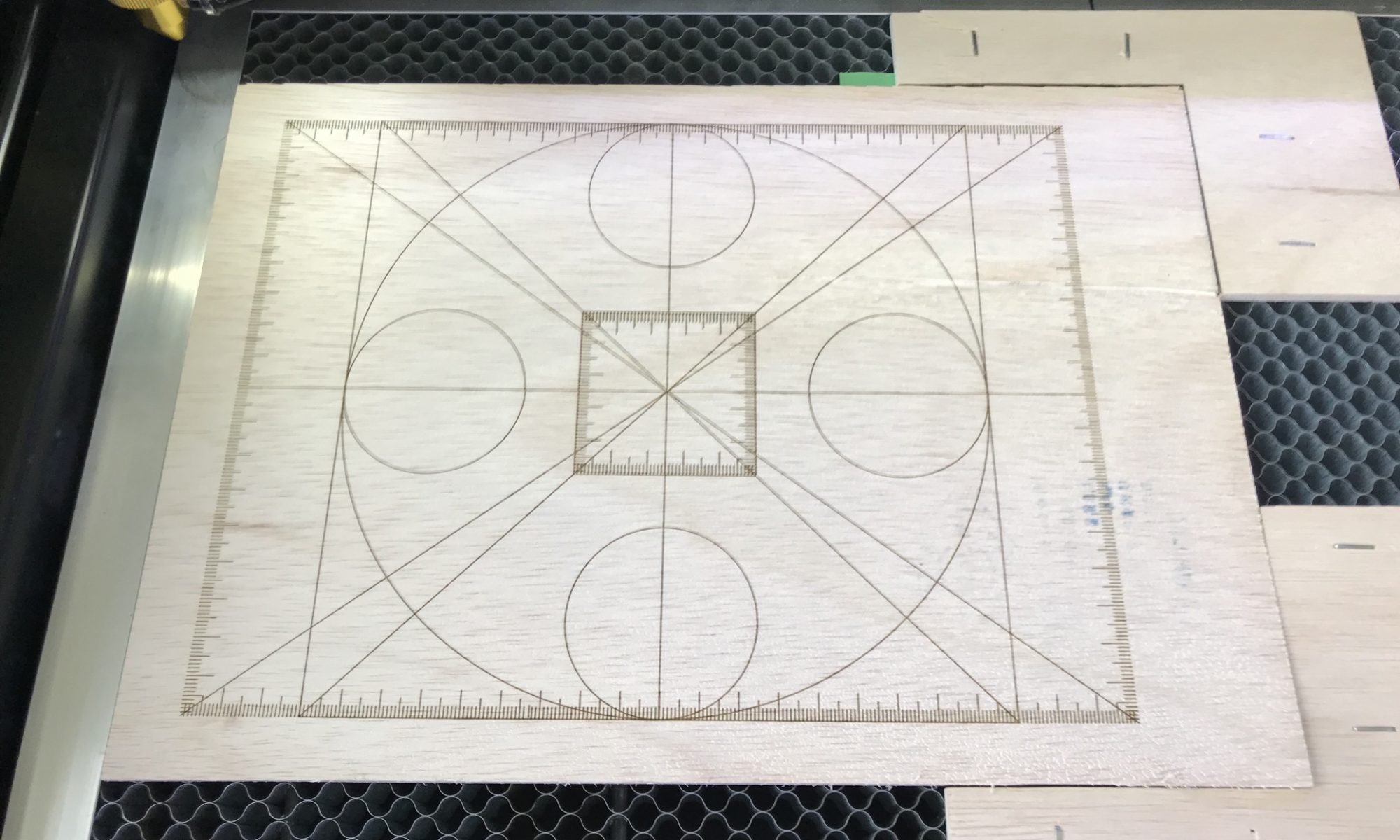
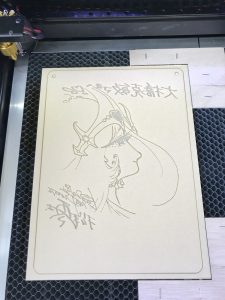
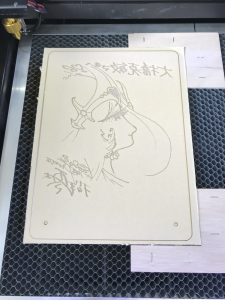
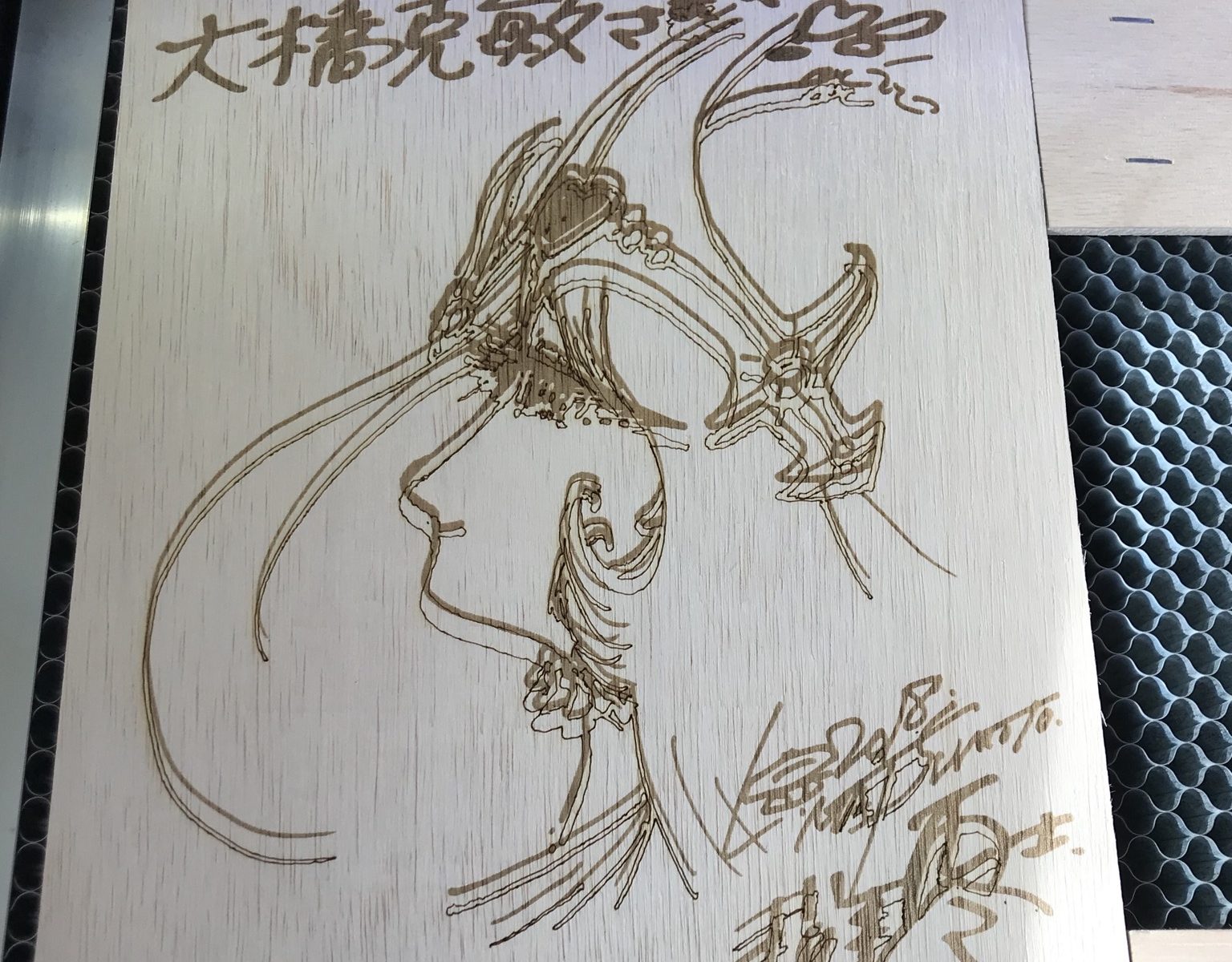
先日、最初の写真の様な加工をしました。
塗り潰しは、ラスター加工し、輪郭を強く焼こうとしたら、写真のような結果になりました。

同じ日に、革の彫刻を行った時でも、Y軸のズレが発生しました。
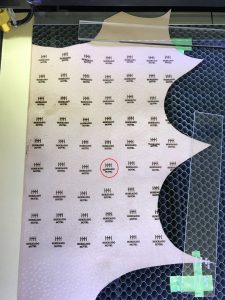
赤丸の部分が顕著に判ると思います。
加工条件は、S100 P15でした。
Y軸のズレが発生するとX軸とY軸の直角が狂っている可能性が高いですね〜。
なので今日は、より厳密に直角の調整を行いました。
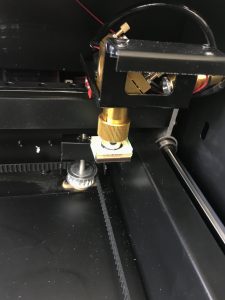
そしてレンズの上のミラーを初めて調整しました。3番目の写真がその様子です。

実は、鏡を持って無かったのでお借りしました。
工房に鏡は、必要なので用意しようと思います。
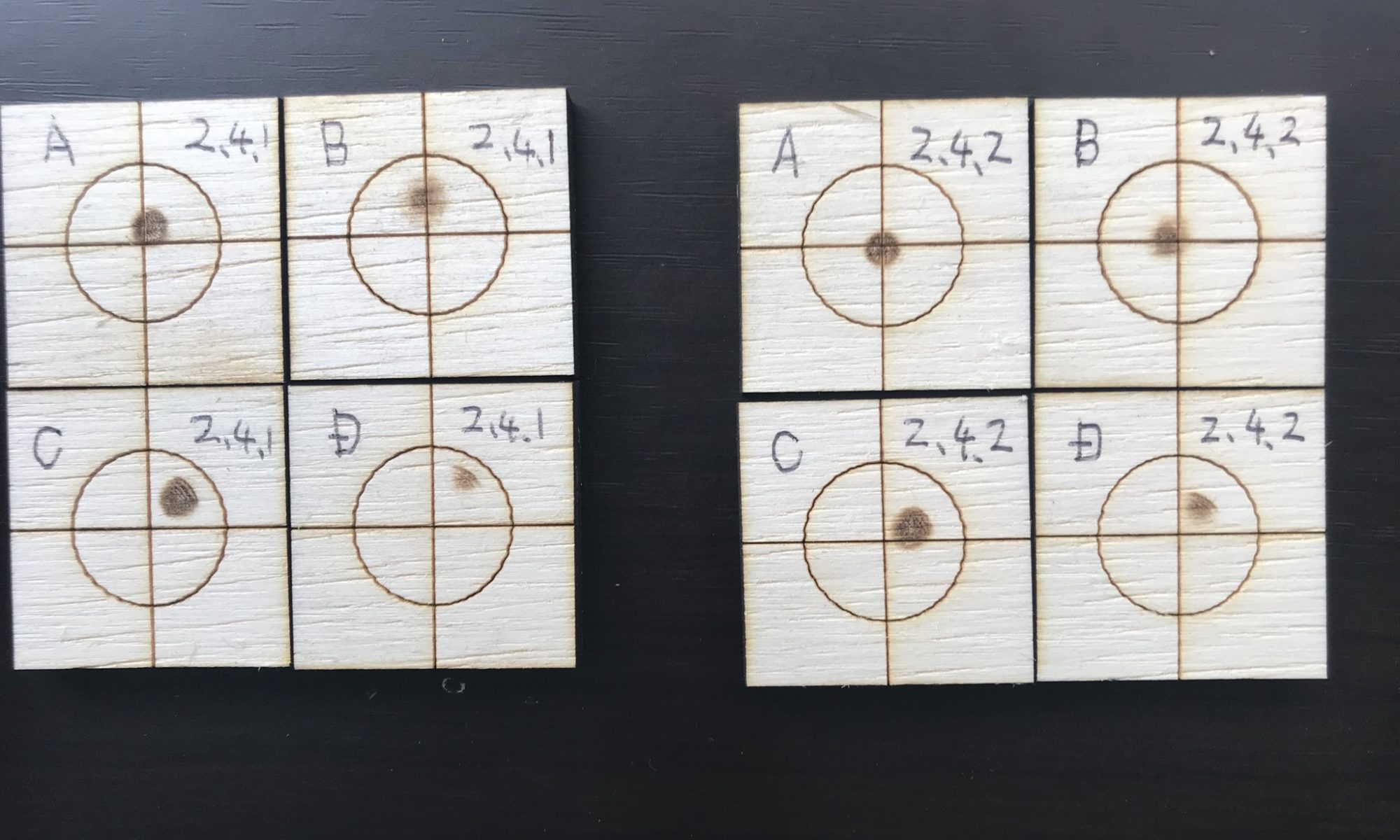
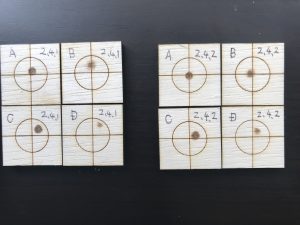
光軸調整の最終確認は、4番目の写真の様に木片を取り付けて行いました。
この結果が、5番目の写真です。
左側がレンズの上のミラー調整の前で、右側が調整後です。
まだ、Dの結果は、不満でがDの位置を使う加工の予定は、無いのでこれでOKとしました。
BeamBoxProで問題発生。
画像をビットマップトレースを行い、塗り潰しと輪郭を分けて加工しました。
フィル:S80 P12 ストローク:S150 P20
絵を引き締めるつもりでこう云う加工をしたら輪郭のY軸がズレてしまいます。
SLCO2では、起こらない問題に遭遇しました。
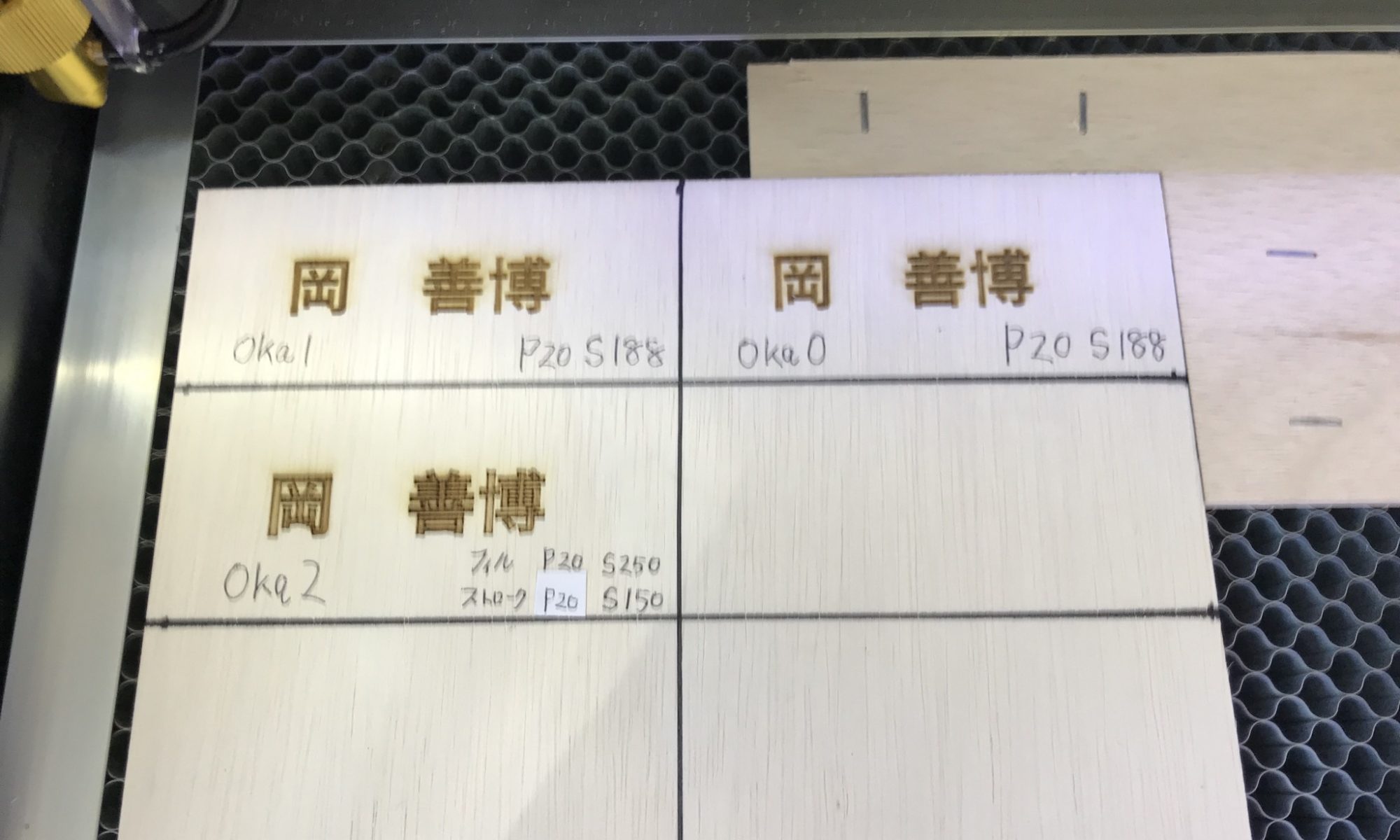
BeamBoxProで文字のテストを行いました。
oka0は、Inkscapeに単に文字を書いた物。
oka1は、文字をパスに変換した物。
oka2は、ファルとストロークで条件を変えた物。

結果は、とても素晴らしい物でした。
SLCO2なら、oka0,oka1は、共に加工出来ないし、oka2は、ストロークしか加工出来ないですから、塗り潰しは、ハッチングを掛けないとダメでしたから、これは楽になりますね〜。
課題が有るとすれば、SVGファイルの中に組み込んだ画像の加工品質を上げる事ですね〜。
画像が一枚だけの場合なら加工の時に画像のみを読み込めば、品質の高い加工が出来ますが、ランタンの展開したものを加工すると時は、そう云う事は、無理、作業性が悪いのでこれからの課題ですね〜。