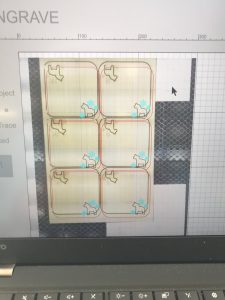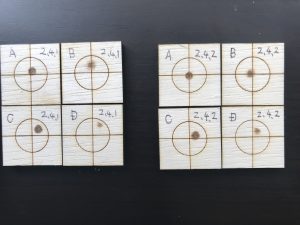
BeamBoxProでコースターのテスト加工を行いました。
SLCO2は、40Wで移動速度は、F mm/分で、BeamBoxProは、50Wで移動速度は、S mm/秒で表します。
なので、S=F/48で計算したら良いやと思ったら、彫刻が弱いし切れません。
切れないから煙がかなり出ています。
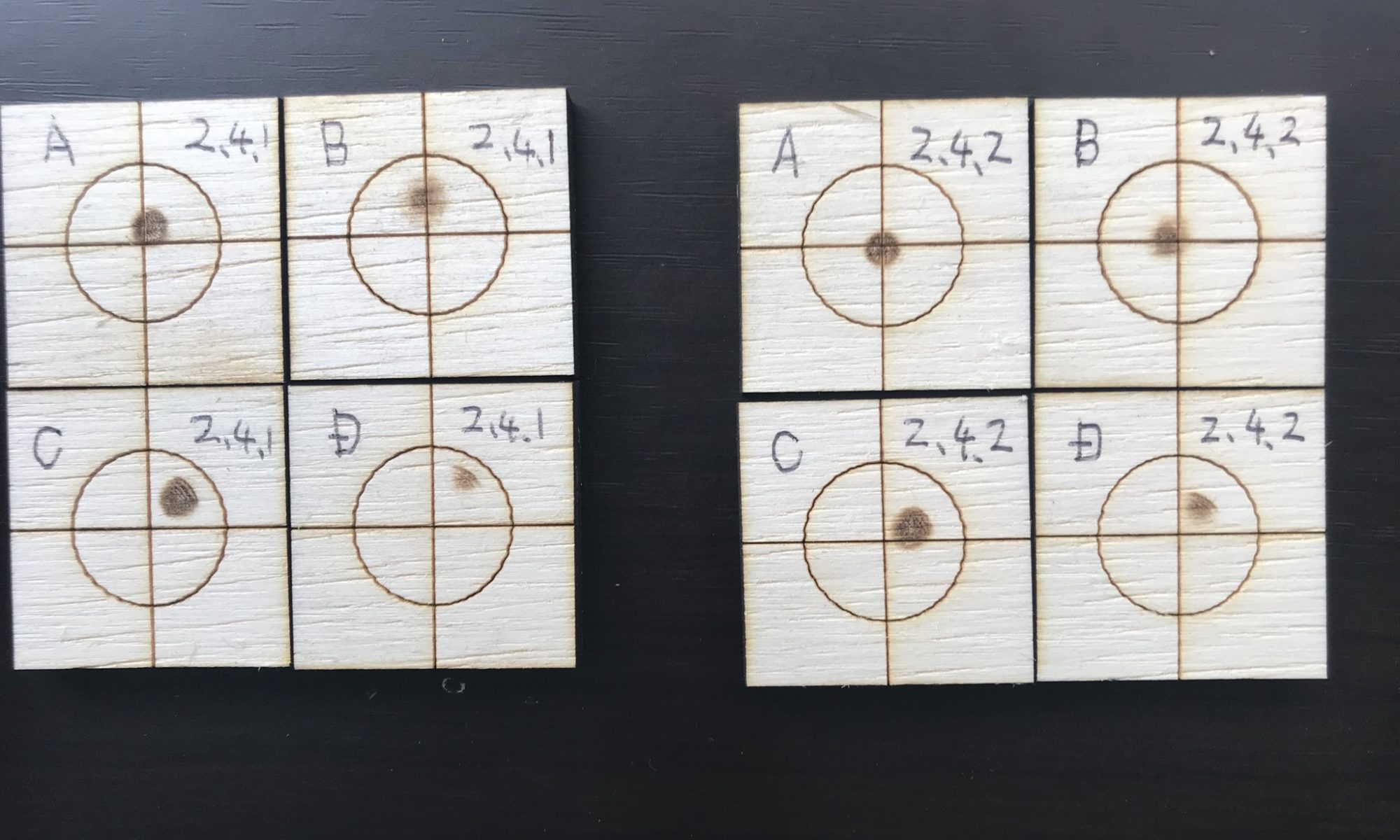
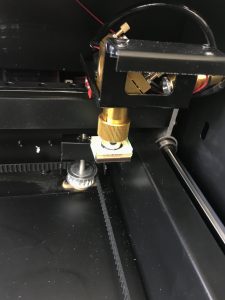
そう云えば、焦点を合わせて無かった。板の底近くに成っていました。
それとSLCO2なら、一筆書きのように加工しますが、BeamBoxProは、全く違いますね〜。
仕方がないので、同じ材料で逆向きにして加工して見ました。
材料をスキャン出来るって、こう云う時便利ですね〜。