今日は、眼科に寄ってから工房に入りました。
今日は、雲で外気温が27℃と涼しいのですが、工房の室温は、31.9℃と高いです。

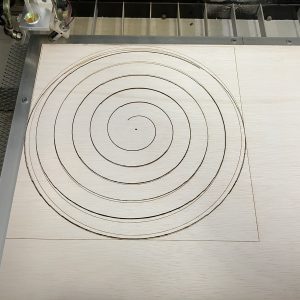
先日から螺旋をカットしたらノコギリ状に成る現象が出ています。
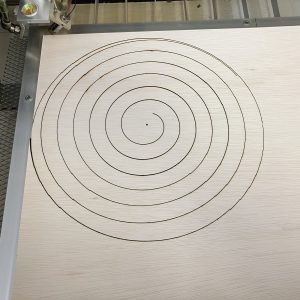
最初は、彫刻(速度3,000mm/分、パワー10%)で加工しましたが、綺麗に加工出来ています。

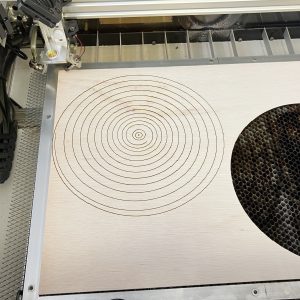
次は、カット(速度280mm/分、パワー32%)だと、ノコギリ状に成る現象が出ました。
SmartLaserDIY’sに問い合わせて見ます。
加工途中の動画。
Oka Laser-LAB(オカ レーザ-ラボ)のブログ

今日は、眼科に寄ってから工房に入りました。
今日は、雲で外気温が27℃と涼しいのですが、工房の室温は、31.9℃と高いです。
先日から螺旋をカットしたらノコギリ状に成る現象が出ています。
最初は、彫刻(速度3,000mm/分、パワー10%)で加工しましたが、綺麗に加工出来ています。
次は、カット(速度280mm/分、パワー32%)だと、ノコギリ状に成る現象が出ました。
SmartLaserDIY’sに問い合わせて見ます。
加工途中の動画。

先日、卵A4の大きさで螺旋の加工が出来たので、それをA2の大きさにInkscapeで拡大して加工したら二つの問題が発生しました。
(1)円の外周の大きさが真円に成っていません。
(2)螺旋のカットがノコギリ状に成っています。
これは、X軸とY軸の比が狂っているのでは❓と思いました。

彫刻でX軸とY軸の比を調べましたが、問題有りません。
螺旋の彫刻も問題有りません。

で本日、A3版の螺旋のカットをしたら、やっぱり、真円では、無いしノコギリ状に成りました。
彫刻とカットで差が生じているのかも知れません。
明日は、同じ板で彫刻とカットを行って軌道が異なるのか?検証して見ます。
真円では、有りませんが、合わせて見ました。

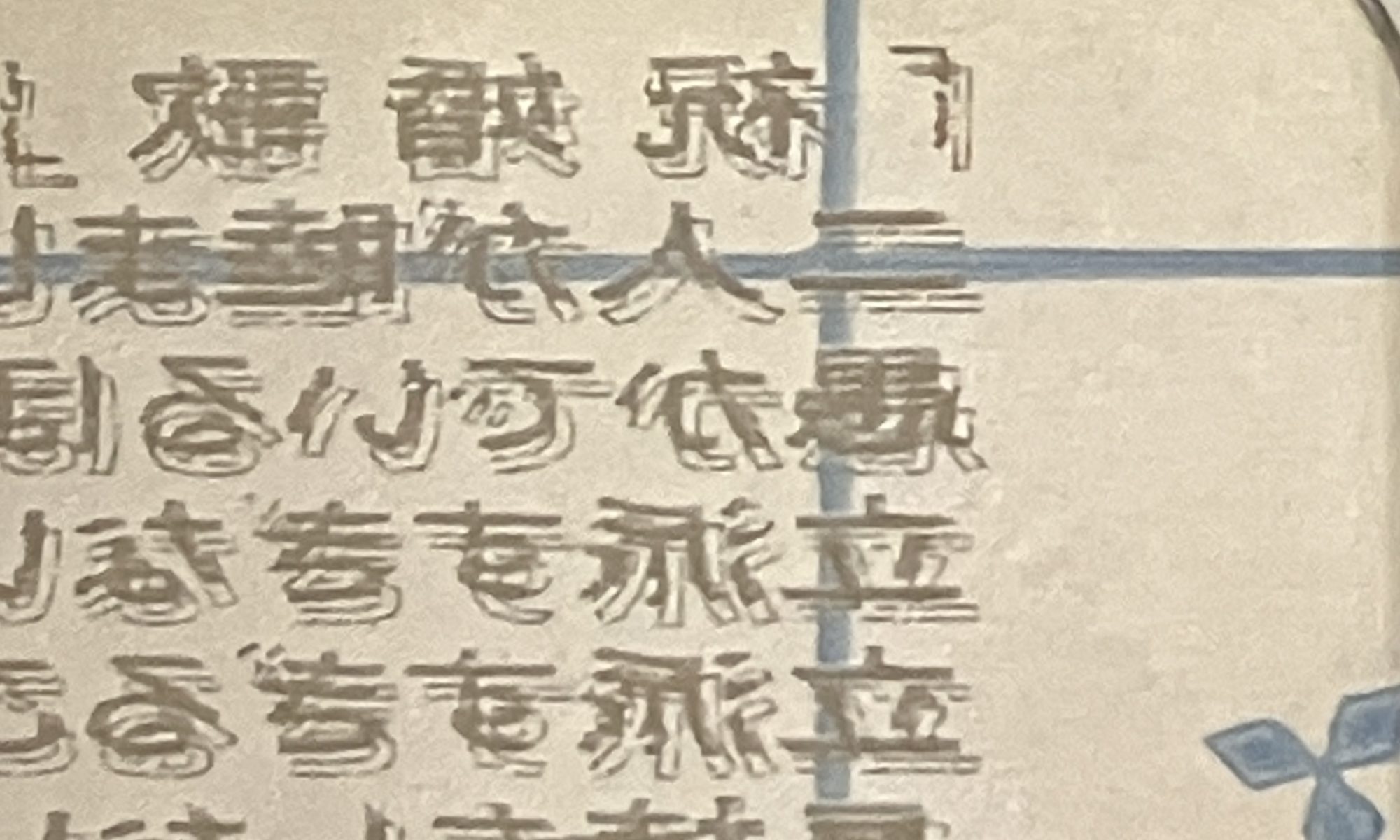
BeamBoxProで「祝婚歌」の加工完了しました。
3行のテスト加工用のデータを作ってテスト加工後、本番加工しました。

次にSLCO2のドライブ電流を増やしてズレが発生しなく成るか再現実験を行いました。
たった3行のテストデータで再現するか心配でしたが・・・。
再現しました。

X軸のドライブ電流を400→600にしてみました。
次にY軸のドライブ電流を980→1200にして見ました。

3行のテストデータならバッチリに成りました。
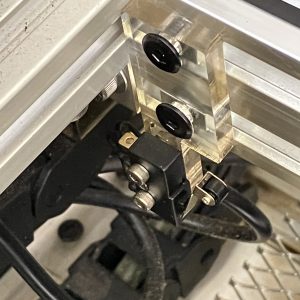
今日は、原点復帰のリミッタースイッチの取付のチェックを行いました。
最初は、X軸のリミッタースイッチ。
別にガタガタと云う事は無かったのですが、スイッチを取付ている小さなボルトの増し締めしました。
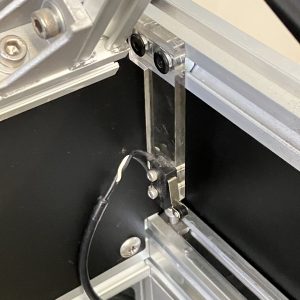
次にY軸のリミッタースイッチでこちらもスイッチ取付の小さなボルトの増し締めしました。
ベニアにテスト加工して、ストローク加工、フィル加工の一部で問題無しに成ったと判断して、途中で止めて、アクリルの加工を行いました。
フィル加工後にストローク加工しました。

拡大して見たら、残念な結果でした。
休み明けにBeamBoxProで加工してみます。
昨日遭遇した現象の追試をしました。
フィル(塗り潰し)加工して、ストローク(輪郭)加工を行ったら、ズレが生じています。
今日は、X軸とY軸のステッピングモーターの固定ネジを締め増ししてから、原点復帰→ストローク加工→原点復帰→フィル加工しました。

原点復帰後ストローク加工しました。
次に原点復帰後フィル加工しました。
念の為、フィル加工のヘッド移動速度は、ストローク加工の半分に落としました。
拡大したらズレています。
何故こう成っているのか?原因が判りません‼️
とは云え「祝婚歌」のパネルを作らないと行けないので、文字は、フィル加工だけにしました。

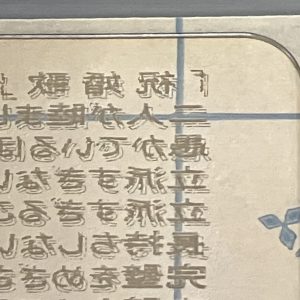
そしてパネルの切出しをしました。

明日は、原点リミッタースイッチの取付に緩みが無いか?確認してみます。
最近結婚した方が居て「祝婚歌」のパネルをプレゼントしようとデータを作り本日加工しました。
でも大失敗しました。
今回は、パネルの大きさをA5の大きさにしてA4で2枚取にしました。
また、一度に2枚加工するのでは無く1枚ずつ加工する事にしましょう‼️
最初にフィルの彫刻を行い、輪郭を強調しようとストロークの彫刻を行ったらずれてしまいました。
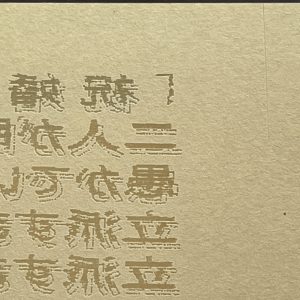
フィルは、ヘッドの速度は、6,000mm/分で行いました。
ストロークもヘッドの速度は、6,000mm/分で行いましたが、ずれてしまいました。
細かい文字の輪郭を彫刻するのは速過ぎたのかも知れません。
今まではこんな事有りませんでした。
明日は、パルスモーターの軸の固定ネジの緩みが無いか点検して、ストロークのヘッド速度を半分にして加工してみます。